NREC designed, built and tested a high-speed machine vision system for monitoring the condition of conveyor belts such as those used in underground coal mines. This system is in everyday use at mines operated by CONSOL Energy, Inc., and is available for purchase from Pillar Innovations, which licensed the technology from CONSOL and Carnegie Mellon.
In underground mines, conveyor belt systems move coal and other materials. A typical coal mine may have as many as 20 conveyor belts, some of which may be as long as 20,000 feet.
A conveyor belt is typically made from a rubber/fabric laminate, and it is assembled by fastening together several belt sections, end-to-end, to form a continuous system. As a splice wears, the belt will pull itself apart. A broken belt is dangerous and can cause tons of material to be spilled, resulting in the shutdown of production and requiring expensive clean-up and repairs.
NREC developed a patented machine vision system as part of an innovative belt inspection system designed to reduce costly downtime caused by degradation of conveyor belt splices. Developed in collaboration with project partners CONSOL Energy, Inc. and a commercial partner, the system incorporates a computer workstation that monitors and records digital images obtained from cameras mounted above the conveyor belt to provide continuous imaging of the belt and splices; and software algorithms to help operators detect, analyze and flag belt defects.
The patented Belt Vision System consists of two high-resolution, line-scan cameras that image the conveyor belt as it passes under the system at a rate of 800 feet per minute. Line scan images are captured at a rate of 9,000 lines per second and provide crisp, blur-free images of the belt. A high-speed machine vision algorithm computes features for each scan line and adaptively adjusts thresholds to account for different characteristics of the numerous pieces that make up the conveyor belt.
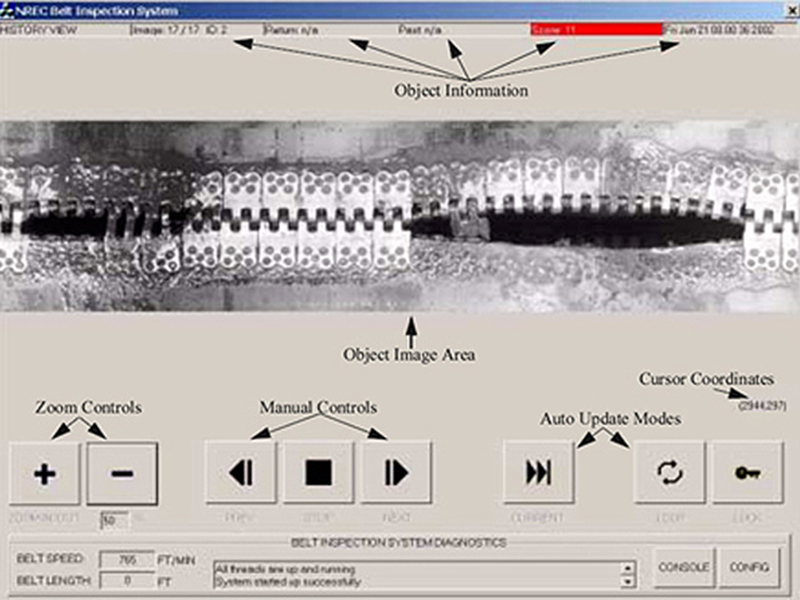
This machine vision algorithm then detects and extracts images of each mechanical splice on the conveyor belt. It detects mechanical splices by their distinctive toothed pattern, and vulcanized splices by statistical analysis of edges in the image of the conveyor belt. Images of each detected splice are available for the conveyor belt operator to examine at the Belt Vision System station. The operator can zoom in on each image and analyze each splice in great detail to find the most subtle defects (a broken pin, missing rivets, tear in belt, etc). Mine mangers can then request a repair of the failing splices during scheduled belt downtime at substantial cost savings.